Prace nad witrażem ołtarzowym
sobota, 17 Kwiecień 2021
Trwają prace nad drugim oknem witraża ołtarzowego do naszego kościoła.
Poniżej prezentujemy zdjęcia obrazujące ten proces z Pracowni Witraży Krzysztofa Paczki w Krakowie oraz opis powstania witraża.







Opis powstawania witraża
Praca nad witrażem jest czasochłonna i żmudna. Przeciętne okno w kościele ma ok. 5 m2 i zawiera od 800 do 2000, a czasem i więcej szklanych elementów. Aby powstał witraż trzeba wykonać kilkanaście operacji nad każdym szkiełkiem. Podstawą wykonania witraża jest projekt w skali 1:1, w zawodowym żargonie zwany kartonem (gdyż jest namalowany na kartonie). Karton wykonuje artysta plastyk w kolorach, na podstawie własnego projektu w mniejszej skali (typowo 1:10), służącego do uzgodnienia koncepcji rozwiązania plastycznego z inwestorem i zatwierdzenia przez kurię. Ostatnio w dobie powszechnej komputeryzacji zdarza się, że artysta wykonuje tylko mały projekt i powiększa go do skali 1:1 przy pomocy wielkoformatowego plotera. Praktyka ta jednak nie jest godna polecenia, gdyż przy powiększaniu ulegają zwiększeniu również niedokładności rysunku, które nie są widoczne na małym projekcie. Dlatego taki powiększony mechanicznie rysunek i tak wymaga ręcznego dopracowania. Rysunek z plotera jest zwykle dla obniżenia kosztów czarno-biały, wówczas kolorystykę szkieł dobiera się na podstawie małego projektu (1:10).
Dysponując kartonem możemy przystąpić do realizacji witraża. W procesie realizacji można wyróżnić kilkanaście operacji, które muszą być wykonane kolejno. Są to:
- obmiar okna
- kopiowanie
- szablonowanie
- kolorowanie
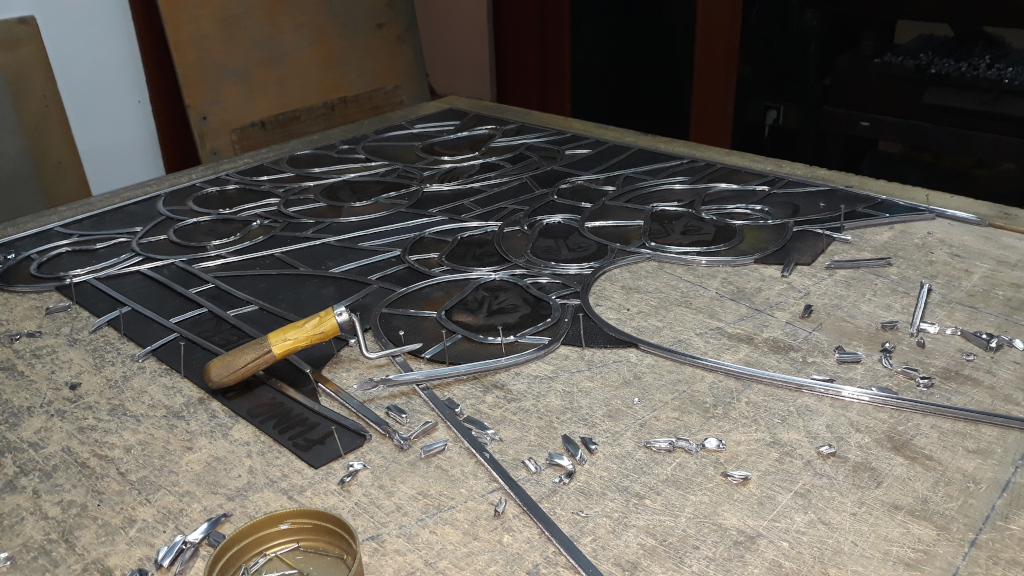
- krojenie
- konturowanie
- wypalanie
- patynowanie
- wypalanie
- składanie i lutowanie
- kitowanie i czyszczenie
- lutowanie wąsów
- montaż w miejscu osadzenia, oraz czynności pomocnicze:
- topienie i odlewanie ołowiu
- walcowanie profili ołowianych
- przygotowanie wiatrownic i wąsów
Obmiar okna jest niezbędny dla prawidłowego zaprojektowania, zakomponowania sceny i dopasowania witraża do jego miejsca późniejszej ekspozycji.
Podczas kopiowania wykonujemy dwie kopie kartonu, stosując się ściśle do wymiarów zdjętych z okna przy obmiarze. Jedna kopia na bristolu służy do wykonania szablonów, druga na szarym papierze stanowi podkład do dalszych prac. Na kopiach nanosi się oznaczenia numeryczne kwatery i poszczególnych elementów, aby w dalszej pracy ułatwić lokalizację szkieł.
Szablonowanie służy do przygotowania szablonów, wg kształtu których będzie później cięte szkło. Bristol rozcina się nożem o podwójnym ostrzu lub specjalnymi nożyczkami zostawiaj ąc pomiędzy szablonami miejsce na profile ołowiane łączące poszczególne szkiełka.
Kolorowanie polega na doborze kolorów szkieł. W tym celu na podkładzie rozkłada się szablony i do każdego szablonu przypisuje się kolor szkła. Jest to bardzo ważny etap, być może najważniejszy w całej pracy nad witrażem, gdyż od harmonijnego zestawienia barw szkieł zależeć będzie końcowy efekt estetyczny dzieła. Sprawa jest o tyle trudna, że artysta malując karton dzięki możliwości mieszania farb dysponuje bogatą paletą barw. Szkło używane do produkcji witraży jest barwione w masie i można dysponować tylko taką (ograniczoną) gamą barw, jaką produkuj ą huty. Na przykład jedyna w Polsce produkująca szkło witrażowe huta szkła w Jaśle ma w swoim katalogu ok. 120 kolorów, huty zagraniczne podobnie, francuskie może około 200. Gromadząc zapasy szkła przez lata (szkła o tych samych numerach katalogowych z różnych okresów produkcji różnią się między sobą kolorem!) można dysponować gamą kilkuset kolorów w szkle. Liczba kolorów do dyspozycji w szkle jest jednak zawsze mniejsza niż ta w palecie farb projektanta, dlatego sposób interpretacji i transpozycji barw z projektu na szkło, zależny także od osobistej wrażliwości witrażysty, jest ważny dla końcowego efektu artystycznego.
Krojenie. Po skolorowaniu szablony oznaczone próbkami szkieł należy przenieść na materiał, tzn. dobrać do próbek odpowiednie tafle szkła i skierować do krojenia. Tafle kroi się przy pomocy dostępnych obecnie na rynku kółeczek ze spieków metali zamontowanych w obsadce, ewentualnie z dozowaniem oleju do smarowania. Krojenie to też istotna czynność, gdyż od jej dokładności zależy, czy uda się uzyskać żądany rozmiar poszczególnych kwater witraża. Odchyłka ciętego szkła od szablonu nie powinna przekraczać 0,3 mm, zatem jest to dosyć duża precyzja biorąc pod uwagę manualny charakter czynności. Po skrojeniu materiału musimy szkiełka posortować i poukładać na podkładach. W tym momencie po raz pierwszy widać materialny zarys przyszłego witraża.
Konturowanie służy wykonaniu pierwszej z warstw malarskich. W witrażach stosuje się dwie warstwy malarskie, warstwę kontury i warstwę patyny. Do prac malarskich używa się farb tlenkowych, jest to drobno zmielony proszek tlenków metali ze szkliwem w zawiesinie wodnej i z dodatkiem kleju, aby było można tę farbę nanieść na szkło. Kontura jest farbą kryjącą, nieprzepuszczającą światła, zaś patyna jest transparentna. Warstwa kontury służy do wymalowania na poszczególnych elementach szklanych linii charakterystycznych dla danego rysunku, niezbędnych do jego przedstawienia, np. rysów twarzy, rąk, stóp postaci, architektury lub innych elementów dekoracyjnych czy też napisów fundacyjnych. Konturuje się te linie, które powinny być na witrażu widoczne, a których nie wykonuje się z profili ołowianych z powodów technologicznych lub innych, wynikaj ących z zamysłu autora. Nanosi się j ą za pomocą pędzelka, aczkolwiek technika malowania jest nieco inna niż ta stosowana przy malowaniu na papierze, choćby dlatego, że papier farbę wchłania a szkło nie, więc musi ona zostać nalana. Jest to czynność wymagaj ąca zdolności manualnych i pewnego zacięcia artystycznego, albowiem mimo że jest to czynność odtwórcza (rysunek kopiujemy z kartonu), niemniej jednak zmysł artystyczny jest potrzebny, zwłaszcza przy pewnym marginesie interpretacji, jaki często pozostawia autor projektu wykonawcy, aby odtworzenie miało cechy sztuki, a nie improwizacji. Namalowane kontury na szkle muszą być wypalone dla utrwalenia.
Wypalanie odbywa się w piecu w temperaturze około 600 stopni. Podczas ogrzewania szkliwo, które charakteryzuje się nieco niższą temperaturą topliwości od rodzimego szkła, topi się jako pierwsze, a szkło mięknie i te dwa materiały stapiaj ą się tworząc nierozerwalną całość. W efekcie kontura jest warstwą trwałą, nie do usunięcia, która może przetrwać wieki na szkle.
Patynowanie prowadzi do stworzenia drugiej warstwy malarskiej stosowanej w witrażownictwie. O ile konturowaniu podlegały wybrane szkła witraża, to patynowaniu poddaje się albo całą powierzchnię okna (mówimy wówczas o witrażu patynowanym), albo niektóre fragmenty (witraż częściowo patynowany), albo nic (witraż niepatynowany). W celu zapatynowania całe kwatery lub ich części przykleja się na podświetlaną sztalugę i na powierzchnię szkieł nanosi się warstwę patyny.. Jak widać na zdj ęciach witraż zapatynowany wygląda jakby był brudny, jego kolory są zbrudzone, zgaszone i zszarzałe. Aby odzyskać światło i wydobyć efekty świetlne z tej warstwy patyny, wyciera się ją przecieraj ąc drobnym pędzlem i uzyskuje się miejsca rozświetlone, pozostawiaj ąc jednocześnie nietknięte pędzlem miejsca zacienione. W ten sposób w warstwie patyny wydobywamy plastykę rysunku czyli uprzestrzenniamy obraz, a więc uzyskujemy podobne efekty jak w malarstwie sztalugowym dodając światła jaśniejszą farbą i cienie ciemniejszą.
Wypalanie powtórne przeprowadza się dla utrwalenia warstwy patyny w sposób analogiczny jak opisany przy warstwie kontury. Po przetarciu patyny elementy szklane zostają zdjęte ze sztalugi, ułożone na płytach, na podsypce z kredy, aby się do nich nie kleiły i następuje proces wypalenia. Po wypaleniu po raz kolejny kawałki szkła układamy na podkładzie przygotowanym w pierwszym etapie produkcji witraża i w tym momencie są one już gotowe do składania.
Składanie polega na łączeniu poszczególnych elementów szklanych przy pomocy profili ołowianych. Operację składania prowadzi się kolejno element po elemencie, odpowiednio docinając nożem profile ołowiane, zaklepując tak aby końcówki weszły we wręby sąsiednich profili. Na końcu witraż otacza się ołowiem brzegowym, sprawdza wymiar składanej kwatery i lutuje cyną styki profili ołowianych, zapewniając integralność kwatery. Lutowanie przeprowadza się dla obydwu powierzchni, tzw. prawej, czyli tej, na którą patrzymy w kościele i lewej, czyli tej, którą widać od zewnątrz kościoła.
Kitowanie i czyszczenie to operacja, której zadaniem jest uszczelnienie i usztywnienie powierzchni witraża i jak nazwa wskazuje, wyczyszczenie go. Do kitowania używa się kitu szklarskiego miniowego, nieco rozrzedzonego pokostem, aby dało się go wetrzeć w szczeliny pomiędzy elementami szklanymi a profilami ołowianymi przy użyciu pędzla lub szczotki. Następnie posypuje się witraż kredą, która wpija nadmiar pokostu z kitu, powodując jego powierzchniowe stwardnienie. Usuwa się naddatki tego kitu, za pomocą trocin i czyściwa bawełnianego czyści się witraż. Kit miniowy w szczelinach po kilkunastu dniach twardnieje usztywniaj ąc płaszczyznę witraża i zapewniaj ąc jej szczelność.
Lutowanie wąsów. Ołów jest metalem miękkim i plastycznym. Ze względu na te własności od wieków był wykorzystywany jako materiał konstrukcyjny w witrażownictwie. Jednak posiada on również niekorzystną własność pełzania, tzn. odkształcania się pod wpływam nawet niewielkich, ale działaj ących w długim czasie obciążeń. Również kit, którego używa się do usztywnienia witraży, pod wpływem podwyższonej temperatury spowodowanej działaniem promieni słonecznych mięknie i poddaje się pełzaniu. Dlatego w celu dodatkowego usztywnienia i wzmocnienia płaszczyzny witraża przymocowuje się do jego powierzchni tzw. wiatrownice, czyli pręty stalowe zakotwione w ramach okna. Aby dało się wiatrownicę przywiązać do witraża, w odpowiednich miejscach do profili ołowianych przylutowuje się odcinki miedzianego drutu.
Montaż polega na osadzeniu poszczególnych kwater witraża w ramach okna z zabezpieczeniem ich przed wypadnięciem, uszczelnieniu względem ramy okna kitem, silikonem lub uszczelkami gumowymi w zależności od konstrukcji okna i przymocowaniu wiatrownic.
Topienie i odlewanie ołowiu. Profile ołowiane wykonuje się z technicznie czystego ołowiu, topiąc w kociołku złom ołowiany lub gąski, następnie wlewa się go w specjalną formę, gdzie zastyga tworząc odpowiednie kształtowniki.
Walcowanie profili ołowianych stosuje się dwukrotnie (zgrubnie i dokładnie) w celu uzyskania z odlanych półproduktów żądanych szerokości i wysokości profili. Standardowo w witrażach stosuje się profile o szerokości 4, 5, 6, 8, 10, 12 aż do 16 mm. Ponieważ profile ołowiane łączą elementy szklane, to one tworzą główne linie rysunkowe witraża. Stosując różne szerokości profili potrafimy uzyskać rożne grubości kreski w witrażu.
Przygotowanie wiatrownic i wąsów polega w przypadku wiatrownic na przycięciu do odpowiedniego rozmiaru prętów stalowych, odkuciu na gorąco łapek na ich końcach i zabezpieczeniu antykorozyjnym, zaś w przypadku wąsów na przycięciu odpowiednich odcinków drutu miedzianego i nalutowaniu na ich środku kropel cyny.
©Krzysztof Paczka